Good Morning,
Monday is here bright, and still smoky from all the fires in the surrounding states.
Today and throughout the next couple of days and weeks we will take a look at a method of casting a piece of jewelry from easily obtained materials. No special equipment is required for this project, although you will need a heat source that can reach temperatures of up to and over 400-degrees.
The materials are easily obtained and there is quite a
bit of preparation required. Part
I includes materials, and preparing the mold for the model. We will also discuss designing and making the model briefly, and it will be covered in full in Part II. I emphasize DO NOT TRY THIS AT
HOME! I did, but that doesn’t mean
you should!
Let’s begin.
For this project the
following materials and tools are required:
A Cuttlebone
Jeweler’s Saw
Jeweler’s Modeling Wax
(Green)
Mini-Torch (Butane)
Stainless Steel Tablespoon
(Soup Spoon)
Gloves (Leather workman’s
gloves)
Pencil
Brass Rods
320 to 600 Grit Sandpaper
File (Small Rasp / Crafting File)
Tin Soldering Material (Lead-Free Tin Alloy) 4 tubes (20 feet)
Paper
Pin
Small Vice Grip / Prop (Optional, but really should find something)
3mm Simulated Garnet Faceted
“gemstone”. (Optional)
Rubber bands or Molding Wire
Gloves or Leather Shoe Strings (Leather workman's glove is best)
Safety Glasses or Goggles
Painter's Mask (Respirator - Paper Surgical Mask)
Lighter Fluid
Soft Cloth or Paper towel.
This is a cuttlebone. It comes from a cuttlefish, very much
like a squid or octopus. You can
find these at your local Pet Stores and stores that carry pet supplies. They are inexpensive, and a little
difficult to work with as they are very brittle and break very easily. (These provide essential nutrients for
your feathered pal!) They do come in different sizes and the bigger the better.
Cuttlebones are naturally
heat resistant. This means that
they can withstand high heat without distorting in shape, and make wonderful
molds for just that reason. They
are also a completely natural tool with no added chemicals and won’t harm the
environment. Eco-friendly jewelry
creation, that’s a plus!
PREPARE THE CUTTLEBONE:
First, remove the metal bar
that allows you to attach it to a cage.
Using a jewelers saw cut the cuttlebone in half.
Using 320 to 600 grit
Sandpaper, sand the flat sides of the halves as smooth as possible. Remember any imperfection will transfer
to the final piece. Since there are
natural patterns in the bone itself, it is almost impossible to get a perfectly
smooth surface. This is a great
process for rustic or primitive-look pieces that you wish to create. When sanding it is a good idea to do so on a piece of paper or over an area that can be cleaned easily. The bone dust is very fine and will get into everything. You may wish to wear a painters mask when sanding the cuttlebone halves.

These are very small and get smaller with
sawing and sanding. Choose two
sides that you have sanded and match them up, by laying one half on top of the
other. This looks pretty good. Set
these aside someplace safe. Do not drop them, or you will have to begin again. These are very brittle and break easily. Gentle pressure is all that is
required. Remember you’re making
jewelry not mining for ore! Death
Grips will damage and in some cases destroy your mold and all your hard work.
You can see the natural pattern of the bone in the cross-cut section. The flat side of the bone has been sanded flat, and halves placed on on top of the other, the "join" is smooth and the pieces sit evenly.
The model you design will fit within the flat area of the bone, and should not extend past the married surfaces.
The cuttlebone is now ready to be used.
DESIGN THE PENDANT (PIECE)
Next, with a piece of paper and a pencil
sketch out your design keeping it with in the realm of size to fit your
cuttlebone! This very simple Cross
pattern is easy to do; the lines are sharp and easily cut to the proper
form. Remember the more detailed
or pointed your object is the harder it will be to cut. Simple is best for this process.
This was drawn with a pencil and a ruler, and cut out of the sheet of paper. I have traced it in black ink for a clearer photo. This is small, about 1-1/2" high x 1-1/4" wide.
Set this aside as well, for now.
NOTE: It is important to make sure your design, fits "inside" the cuttlebone, and does not stretch out beyond the edges of the bone. The sketch should also fit the dimensions of the wax. Here I have placed the design on top of the wax to trace or "scribe" the pattern in to the wax to be cut out.
The bottom of the cross is just a tad too long for the wax. I will trim off the excess or trace around the paper template and stop at the bottom edge of the wax block. I will also have to change the placement of the circles (these will be holes drilled into the surface of the wax)
After transferring your image to the wax use a Jeweler's Saw and cut out your image from the wax.
After the shape has been cut out use a Wax File or small Flat File to true up the sides and edges of your design.
These instructions for the model will be repeated in Cuttlebone Casting PART II.
Now that the cuttlebone has been prepared and you have a design, let's make sure those tools and equipment are together. Double check that Check List!
TOOL CHECK LIST
In no particular order:
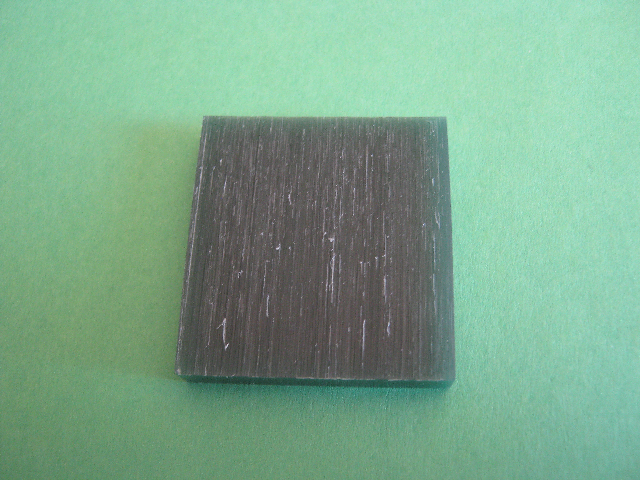
Jeweler's Wax - Green (aka: Modeling Wax)
I know it looks black, it isn't, it is a dark green color. Jeweler's or Modeling Wax comes in a variety of colors and hardness. This will work just fine. Although it is a bit brittle so be careful and gentle when working with it.
Brass Rods
These rods are just shy of 3mm in circumference. They will be used to create "VENT GATES" and then ground down for sculpting, shaping, carving and drilling tools.
Tin Alloy Soldering Material
This is 99.3% Tin, 0.7% Copper. If the coil was unwound it would stretch to 5' (Feet) in length. The coil will be cut into pieces and melted during the final stage of the casting project.
3mm Simulated Garnet "Gemstones"
These are faceted simulated stones, I do not know what material they are made out of, but I would guess a heat resistant resign or plastic material, they are not glass. One of these stones will be set or seated into the final piece.
Mini-Torch
This Micro-Torch or Mini Torch uses Butane gas (lighter fuel) and works well for melting or soldering things.
Jeweler's Saw
This looks very much like a Hack or Coping Saw, Cheese Slicer maybe... This is a small hand-held tool, the blades are very fine and thin. This will be used to cut your model out of the wax block.
Wednesday, PART II - Model and Mold Preparation.
Thank you for stopping in and having a look.
The Alchemists Vessel would like to wish you a pleasant work week.
.jpg)
.jpg)